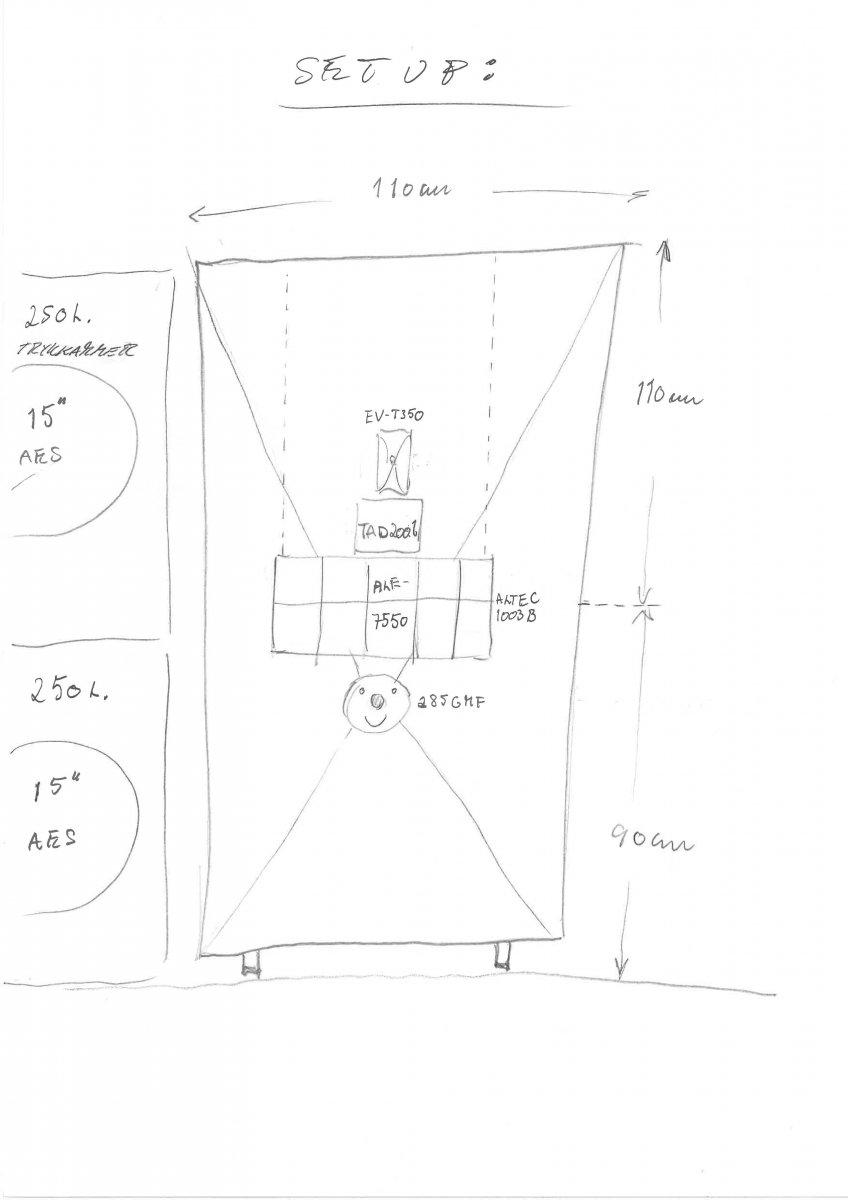
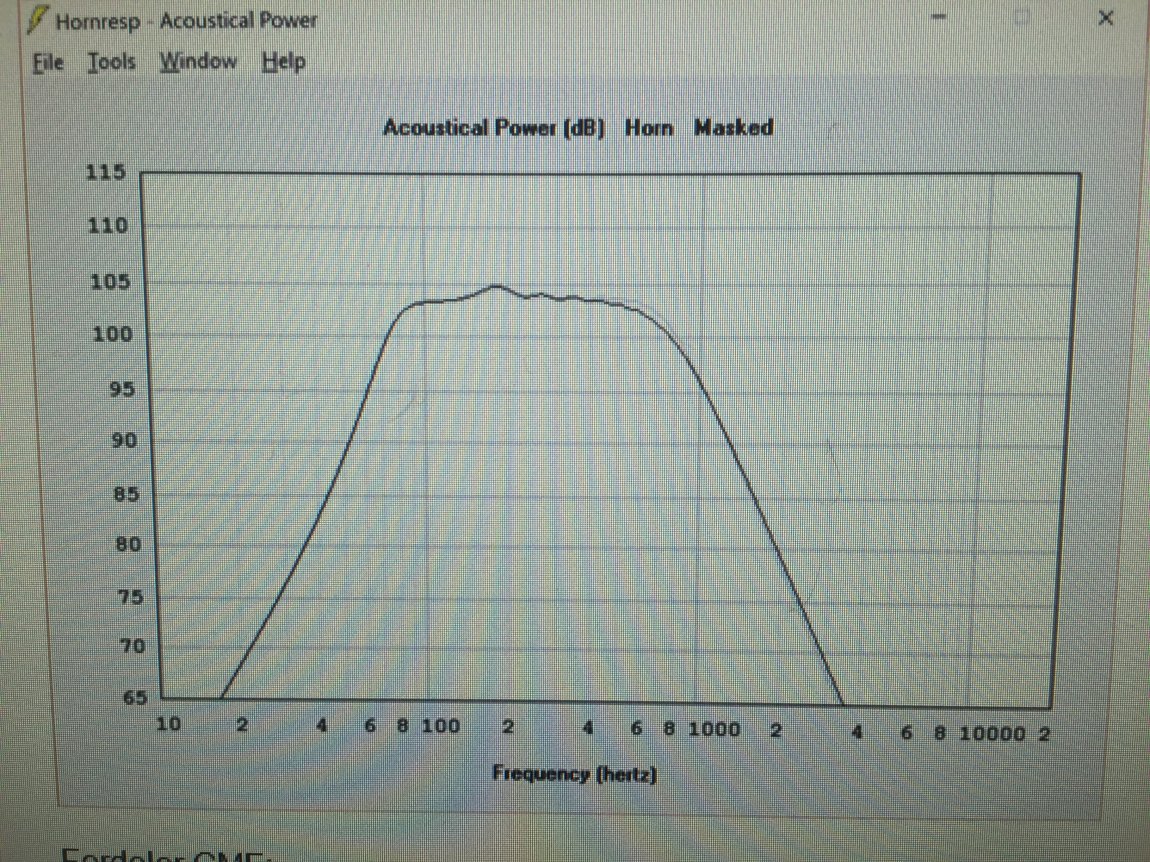
Ting begynner å ta form, synes derfor det var på tide å dele litt av galskapen, holdt på i helger og noe ukedager siden jeg satt sagbladet i platene rundt Februar og som det meste mann begynner på er det mer arbeid en forventet inkludert de utfordringer som dukker opp underveis, hvordan man jobber, rekkefølge osv. Hornet er kalkulert til 100HZ med justerbart bakkammer volum, driver er Supravox 11" 285GMF eller Alnico versjonen hvis mann ønsker, mange spør seg sikker hvorfor denne og ikke en "slem" 12" fra GPA/AES eller 15" for den sak skyld. Fra min side var konklusjonen etter test med ca 7-8 ulike drivere i 100HZ hornet fra Inlow følgende, en driver med svert lett membran og relativt sterk magnet gir mer av alt, midbass, bedre oppløsning og lettere å integrere oppover mot mellomtone og compresjons driver, mulig jeg har feil men ihvertfall min erfaring. Derfor ble valget slik og i min stue tror jeg det vil holde i massevis, en kjangs å ta med et slikt byggeprosjekt, men horn respons viste gode verdier kalkulert i dette hornet med GMF285, dvs. driver og horn er tilpasset mot hverandre.
Plater ble valgt til 28mm poppel BB/BB sortering, alternativet var 27mm bjørk men det blir 40% tyngre og ikke minst ca 2xpris for 15 plater. Etter mye jobbing med poppel kryssfineer er det noe jeg kan anbefale, lett å kutte i og jobbe med og samtidig svert stivt. Alt er limt med west-epoxy og lamello i skjøter på de store flatene = pansergerichte og stivt som pokker. Tross dette har jeg valgt å stive av ytre horn skall med profiler for ytterligere avstiving og dempning av store flater. Fordel med epoxy og slow herder er at du har litt tid på deg, og det krymper ikke når herdet som eks. vanlig trelim gjør, dessuten ekstremt sterkt. Ulempe, giftig og kan frembringe alergier, og i tillegg ganske dyrt.
Mer bilder kommer fortløpende dvs. maling, montering og til slutt sonic setup og test :- )
Dessuten en stor takk til TYTTE her på sentralen for hans tolmodighet og fantastisk hjelp underveis over tlf. og mail
") !
!
kuttebord

Laget kutte bord for bedre arbeidhøyde, noen foretrekker å kutte plater på gulv men synes etter litt frem og tilbake at ståhøyde gir bedre oversikt.
verktøy

Festool og lamello, får ikke fullrost Festool nok den er dyr men helt fantastisk å jobbe med, lett å bruke og super nøyaktig både på vinkel og rett linje, vinkler ble kuttet helt opp mot 47,3 grader og en desimal nøyaktighet. Lamello fres fra Jula, bladet gikk i sølpa og bestilte orginalt fra lamello, da er den fult brukelig bladet har enormt å si, det originale bladet gnagde treverk mens bladet fra lamello kuttet.
lamello fres

lamello chips
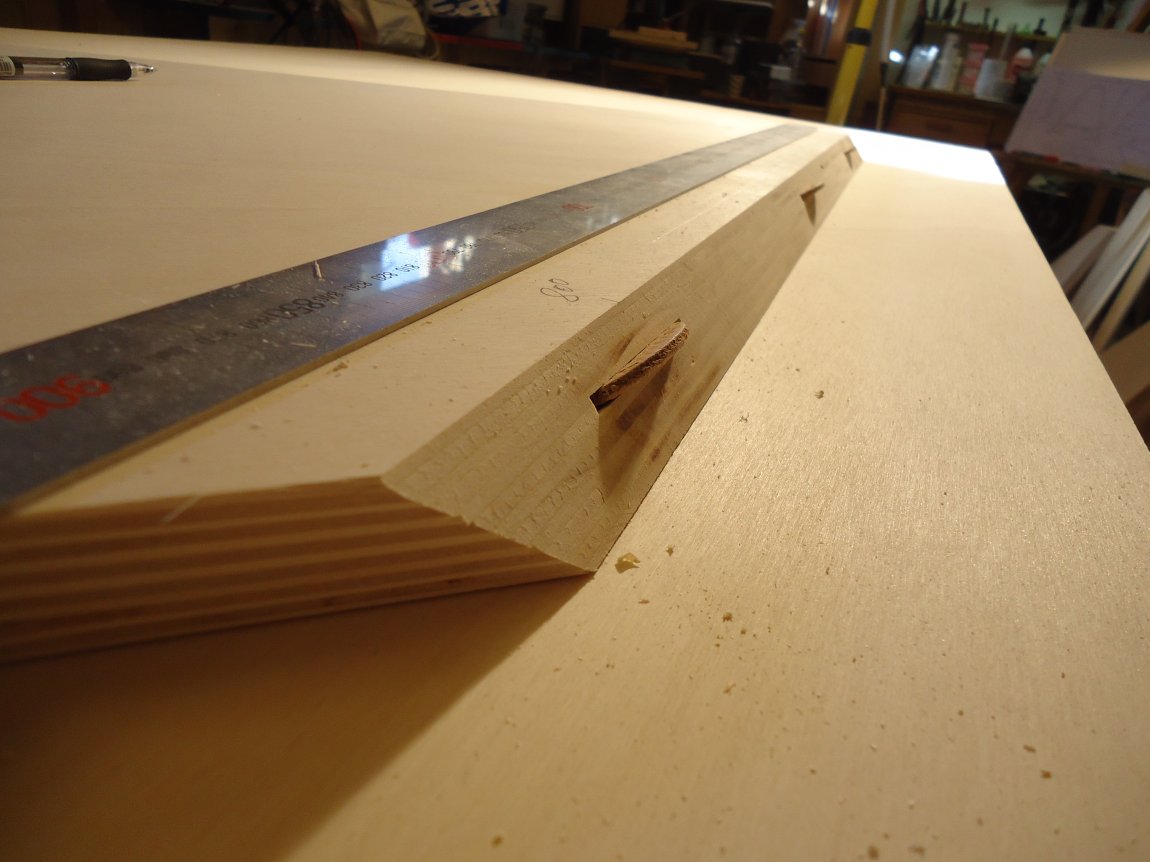
Chips montert klart for liming, helt genialt verktøy som gjør alt enklere når ting skal limes og settes i press uten bruk av skruer.
festool

Ugrei vinkel kuttes etter styre skinne, erfaring tilsa at kappet bør gå i en bevegelse for å ungå 0.1-0,2mm stopp grader, men på normal armlendge gikk det fint fra alle arbeids posisjoner.
Over fres

Sirkel kapp med overfres for flens GMF285
285 GMF

Sjekk av tilpasning driver.
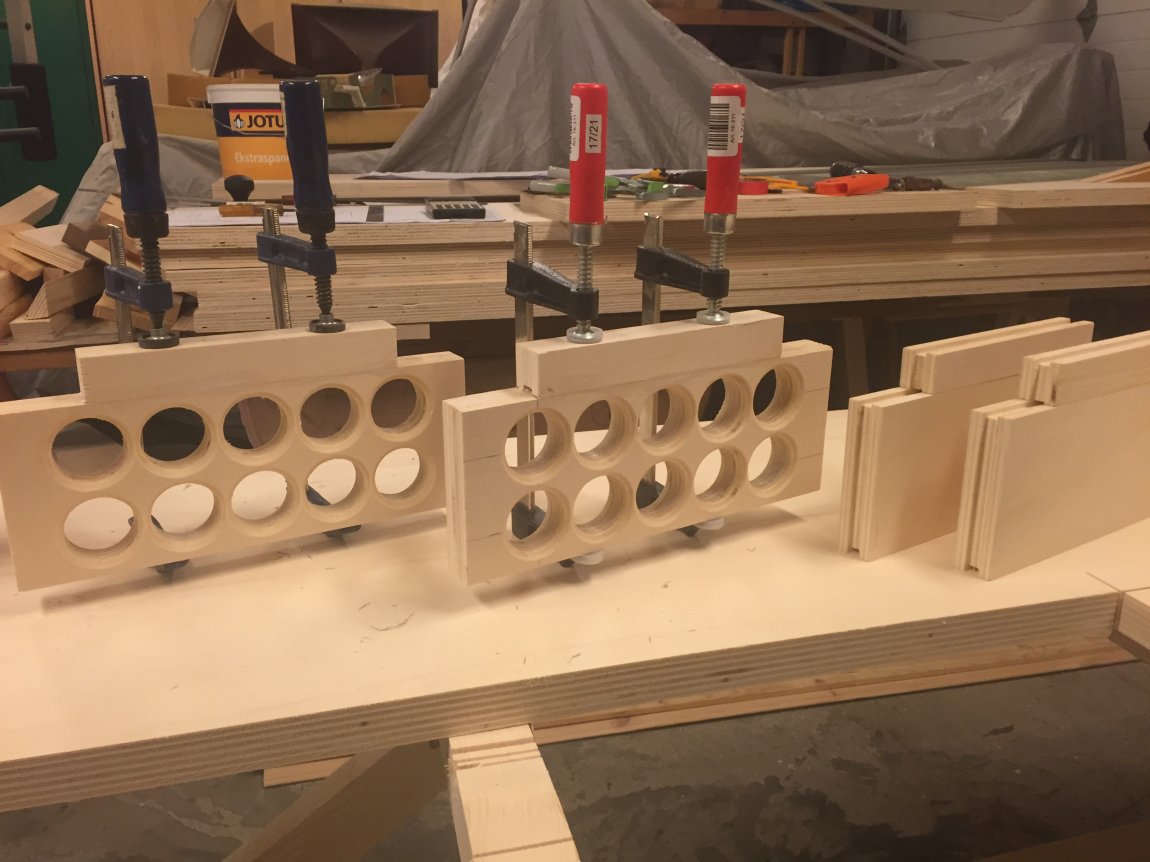
bakkammer

Bakkammer, fortsatt ikke sammenstilt men ferdig i deler, tar det som siste jobb.
skille vegg
Avstiver vegg for bakkammer.
ytre skall
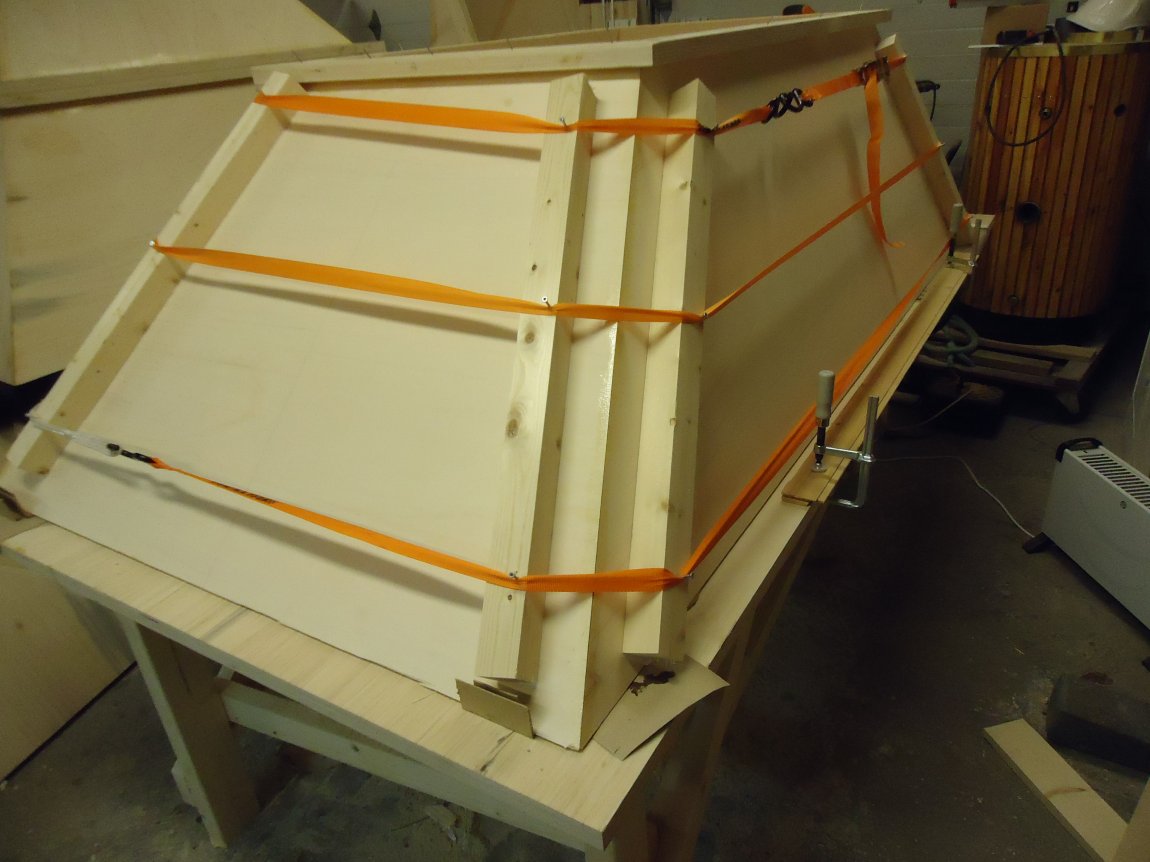
Liming av ytre skall med jekkestropper, stumper av 2x2 limt med tosidig tape mot plater i hvert hjørne for å få riktig press inn mot lime flater og for å hindre at stropper sklir på cone ved hjelp av stopp skruer.
indre flens
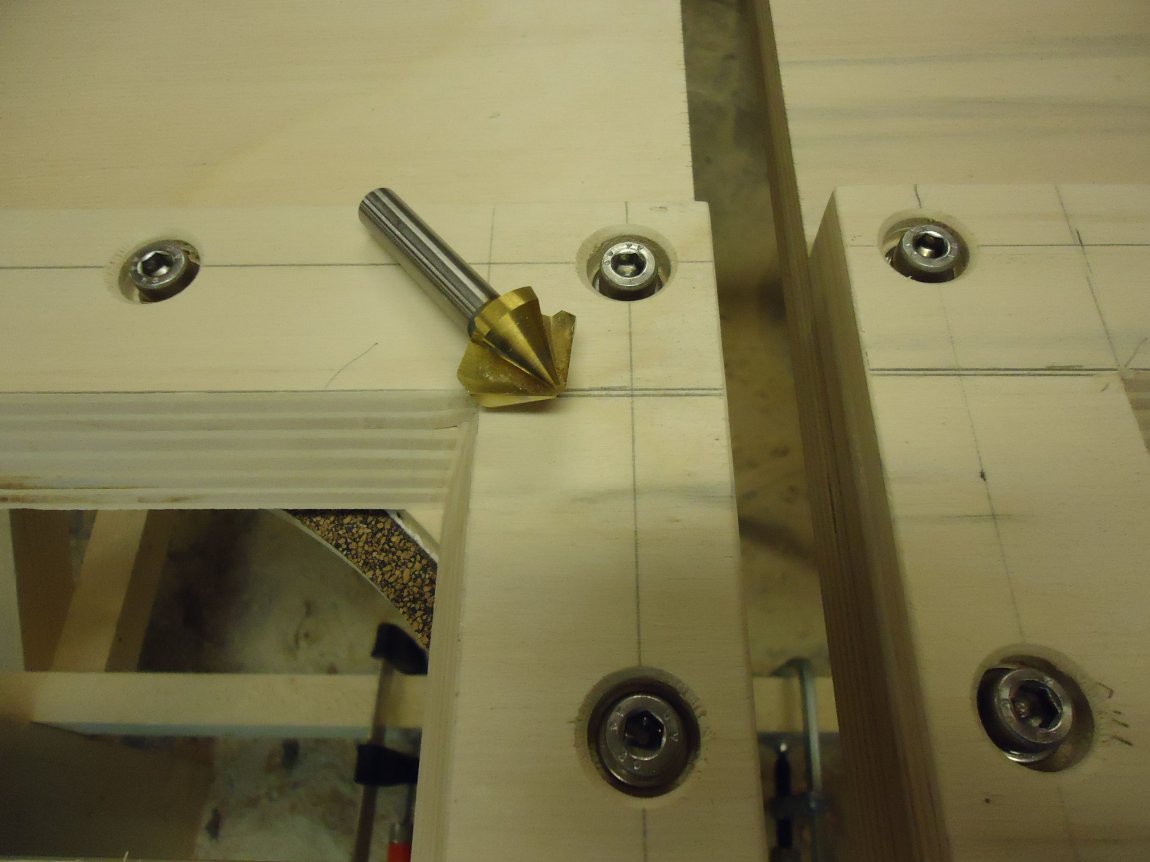
Flens mot driver før liming, skruer i rustfritt umbrako med rampa i andre enden.
Flens mot driver

Samme som over, bakkammer skal males i sort som en fin kontrast mot rustfri umbrako.
indre skall
Indre skall satt sammen med lamello for inpass sjekk før liming, selv med bruk festool måtte det til noe pussing for 99% tetning, plundret endel med dette på indre skall. Faktisk måtte 2 av sideplatene kappes på nytt da jeg ikke var helt fornnøyd og en exrta plate gikk med, auchhhh !
ytre-indre flens

Ytre og indre flens, helt pyton å kappe for mest mulig nøyaktig hjørnavslutninger, her drømte jeg om CNC. Invendig firkant left-over ble brukt til noen av delene bakkammer.
svinn

Mye svinn etter kapp, noe ble til bokyller og kjele briketter :- )
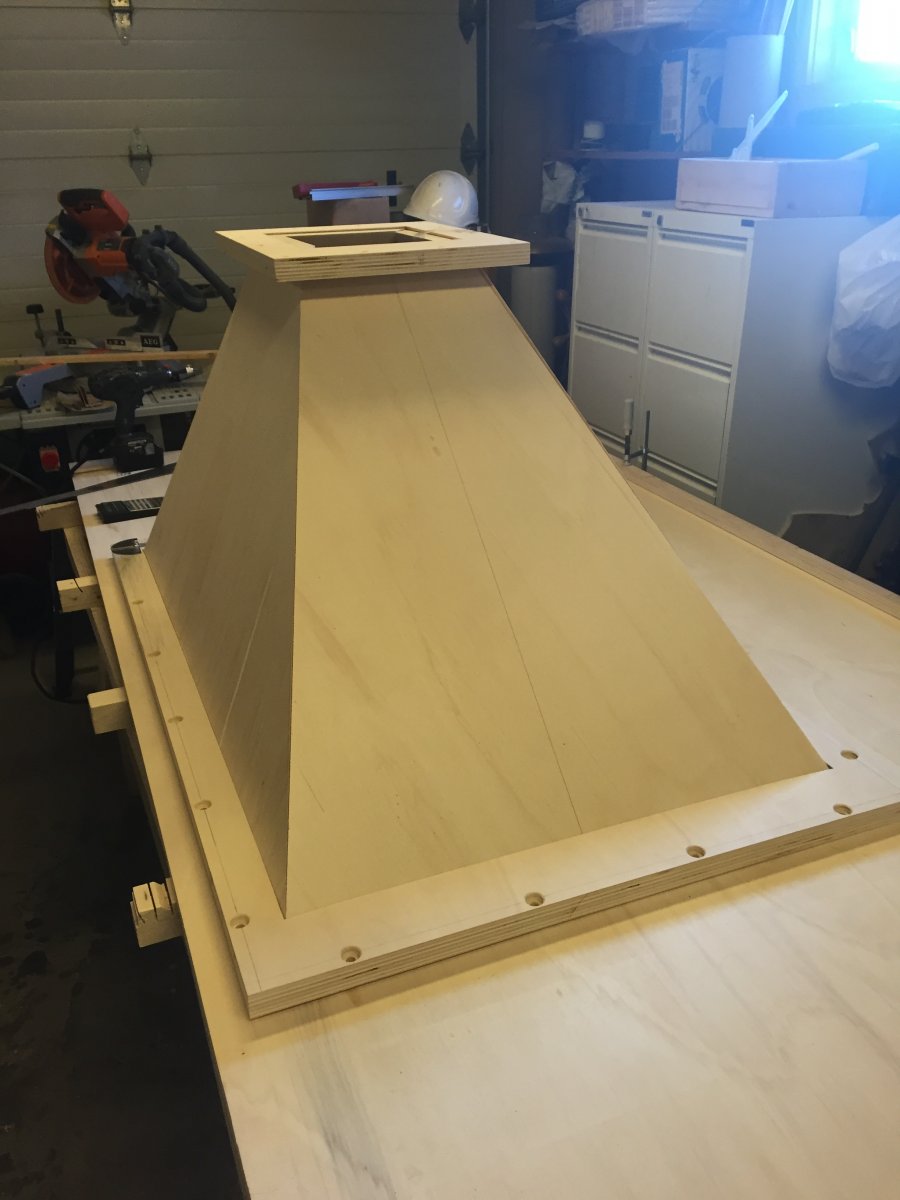
montert

Ytre og indre skall limt for begge horn, masse pussing og finish gjenstår men ting begynner endelig å ta form, smækkiiii :- )
bakside

Stemplet opp for intrykk stående, bare å flytte rundt på alt i garasjen er et lite prosjekt når det skal jobbes på de ulike delene.
front stående

Faenskapet stående forfra.
Avstiving

Bestemte meg for å avstive utre skall og de store flatene, det gar en merjobb på ca 3 dager med tilpasning, måling, kapping, liming og til slutt pussing.
skala

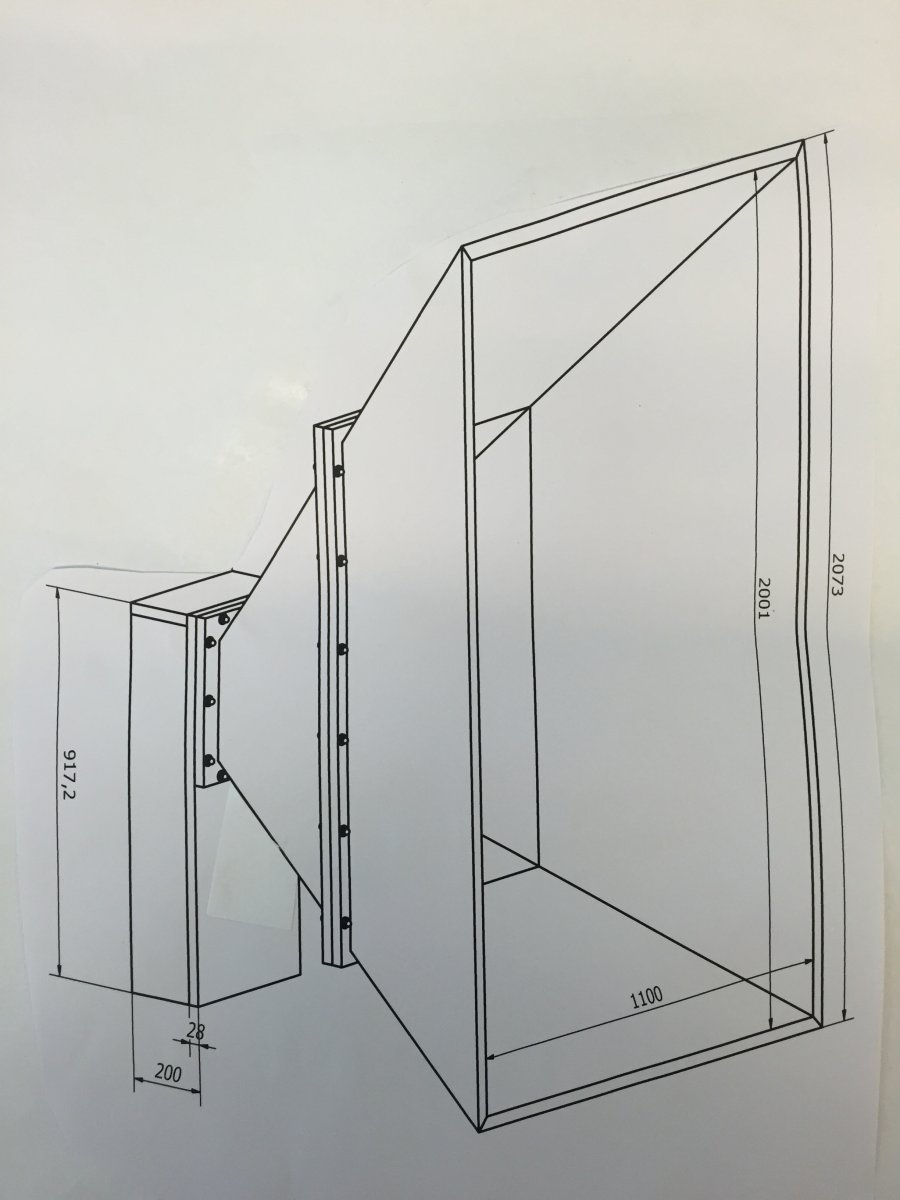
173cm "kropp" og bygger på siden av hornet
Hornet er naturlig i hovedsak delt i 3 med flenser for at det skal være mulig å får inn dør, og skal etterhvert stå på kraftige jul.West-epoxy
Indre flens med 3 lag epoxy og pussing mellom hvert lag , godt nok !
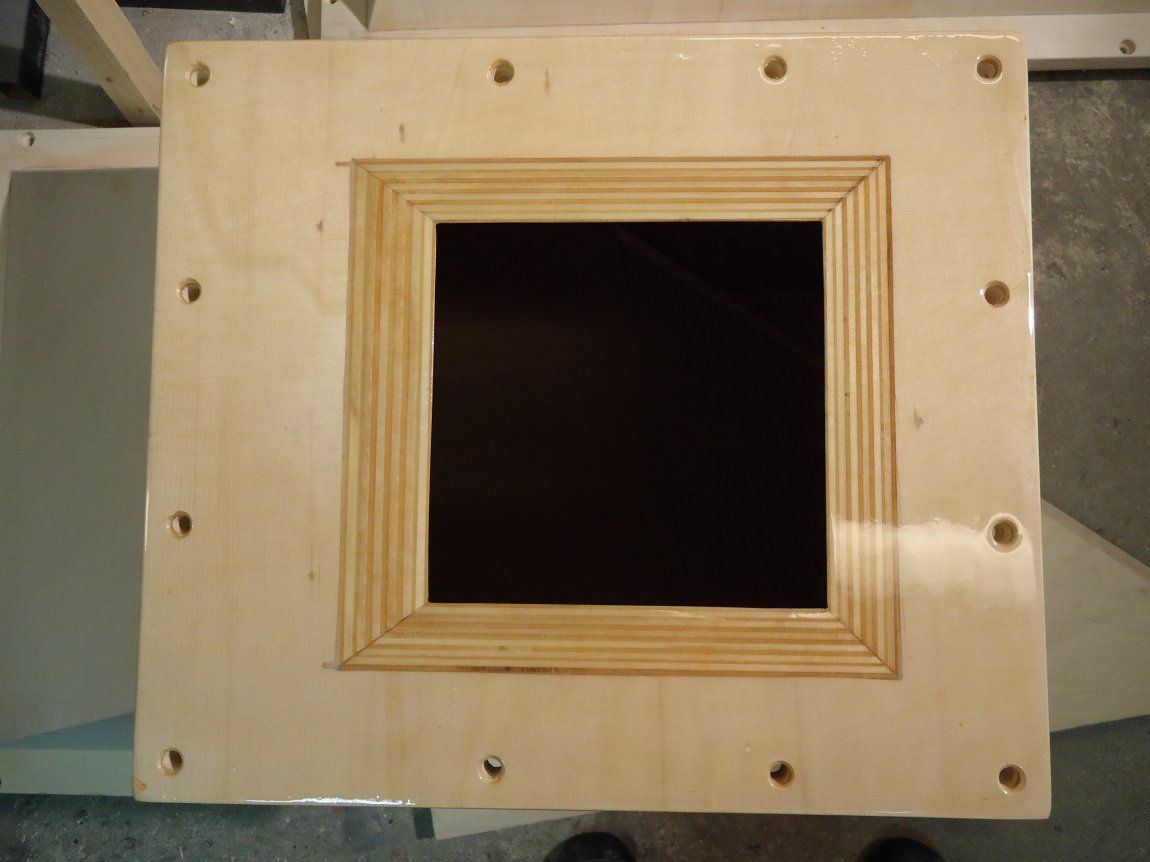
Epoxy ytre flens

Ytre flens, også med 3 lag epoxy og rampa, kapp-sideflater alle 3 flenser skal i såmåte ikke males siden det gir en fin look og kontrast av hornets forøvrig malte flater.
lets have a breake

Liten pause og sjekk av dagens utførte før vi tar kvelden,
more to come
Horn response
Hi, folks, velger å avslutte galleri her og i steden opprette en bygge tråd, det gir mer intresant kommunikasjon og dynamikk :- )
100hZ tractrix

Hornet på bildet er kilden til ideen av det store koniske hornet, laget dette 100HZ tractrix hornet for ca 15 år siden etter tractrix calc. tatt ned fra volvotreater sin side, de står nå stappa opp i hvert hjørnet i garasjen med Beyma ND102, forøvrig en helt rå driver som desverre er gått ut av produksjon. Teori og praksis, det jeg opplevde med å lage hornet så stort er homogeniteten som oppstår mellom et slik stort horn og et mindre horn og compresjons driver. Resulatet blir en vektløs mellomtone og et uanstrengt i lydbildet. Bestemte meg derfor etter en tid og litt annen utprøving å ta den videre med dette koniske hornet.
Sist redigert av en moderator: